翻边型压铆螺母
BSL® 压铆螺母可在汽车钣金上进行嵌入式压铆连接,为其他金属件的紧固提供高强度、高防转性能内螺纹支撑。
关于压铆螺母
BSL® 压铆螺母分为翻边型压铆螺母和自扣紧压铆螺母。


BSL® 压铆螺母可在汽车钣金上进行嵌入式压铆连接,为其他金属件的紧固提供高强度、高防转性能内螺纹支撑。
关于压铆螺母
BSL® 压铆螺母分为翻边型压铆螺母和自扣紧压铆螺母。
区分 | 图片 | 结构与功能 | 安装环境 |
翻边型 | 1)有法兰凹面、三角筋防转齿结构 2)压铆后钣金的接触面大,防转性能高 3)规格:M6-M12 | 适用于2.0-5.0mm的较厚钣金,防转性能要求高、连接强度高 | |
自扣紧 | 1)有密布的太阳齿 2)压铆后钣金接触面小,紧固螺栓时太阳齿能够随自动止转 3)规格:M3-M10 | 适用于0.8-3.2mm的较薄钣金,防转性能要求、连接强度一般 |
压铆螺母应做调质热处理,以得到所需的连接强度。
规格代码 | D | d | L | dk | k | M | L1 | d0 | h1 | h |
公称 | Max | Max | Max | Max | Max | 参考 | 参考 | |||
B2021-060115 | M6 | 9.9 | 11.5 | 16.1 | 3.8 | 8 | 3 | 10.0-10.3 | 8.5 | 0.6-3.0 |
B2021-080130 | M8 | 13 | 13 | 21.1 | 4.8 | 9.2 | 4 | 13.1-13.3 | 9 | 0.8-3.0 |
B2021-100160 | M10 | 15.3 | 16 | 28 | 6 | 11.7 | 4 | 15.4-15.6 | 10.5 | 0.8-3.0 |
B2021-120180_P150 | M12×1.5 | 16.4 | 18 | 28.1 | 7.5 | 13.2 | 4.5 | 16.5-16.62 | 13 | 0.5-3.0 |
“B2021”为翻边型压铆螺母,“060115”为螺纹规格M6,总高度L=11.5mm。尾缀“-P150”表示细牙牙距P=1.5mm。
强度等级 | 螺纹规格D (mm) | 螺纹保载(N)Min | 推出力(N) Min | 转动扭矩(N.M) Min |
8级 | M6 | 17200 | 1000 | 10 |
M8 | 31800 | 1500 | 25 | |
10级 | M10 | 60300 | 2000 | 45 |
M12×1.5 | 97800 | 2000 | 79 |
材料类别 | 材料牌号 | 材料标准 | 表面处理及防护等级 (中性盐雾试验条件) |
中碳钢 | SWCH35K (10级) | JIS G3507-1 | 1)镀锌:72H无白锈 2)镀锌镍合金:720H无红锈 |
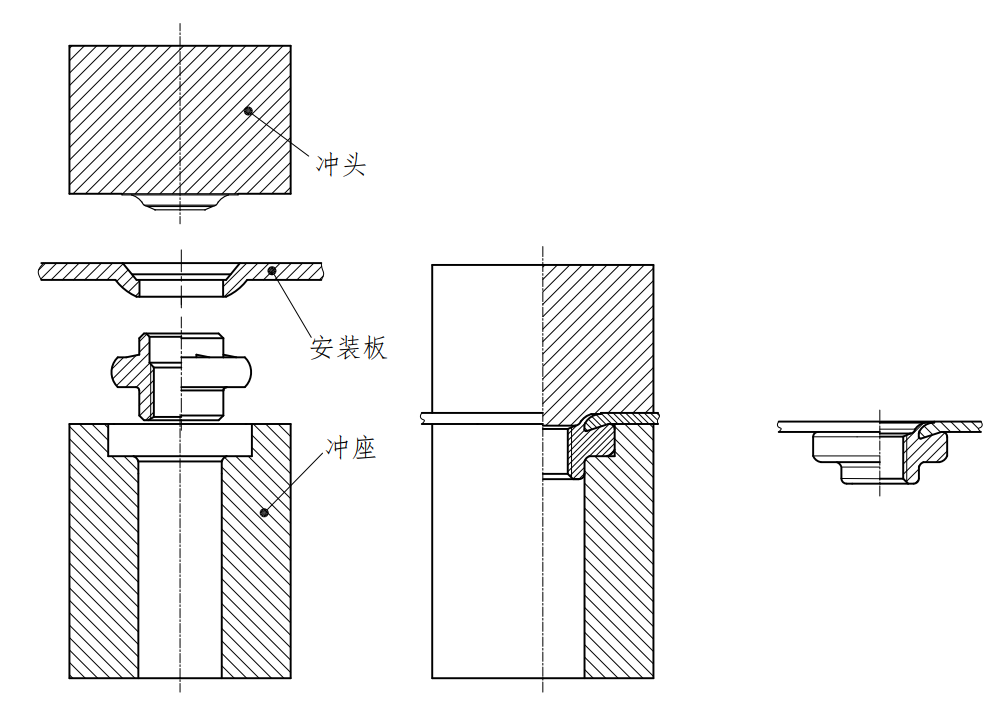
1.1 翻边压铆螺母安装
1)选择匹配压力的压铆设备、压铆工装(冲头和冲座),根据设备操作说明书,设置压铆参数(压力、速度);
2)在试验钣金上进行压铆测试,如下图1步骤。
3)观察产品安装后的夹紧状态是否正常。
4)(判定安装是否失效,请参加后文--产品安装失效模式图片)
对于自动进料、自动定位压铆设备,需验证产品送料系统的方向防错。
安装前,确认冲头与冲座的尺寸与产品是否匹配,冲头与冲座是否对中。安装时,将产品放置在冲座定位孔中,安装板的安装孔套入产品铆接柱面,设置设备速度、压力、行程止点,启动压铆设备,使冲头垂直方向施加压力,至产品的变形带扩口变形并与安装板完成嵌合。

136 7624 9931
湖北省钟祥市南湖工业新区富水路8号


Copyright @ 湖北博士隆科技股份有限公司.All rights reserved 技术支持:捷瑞科技 鄂ICP备18030306号