无凸缘通孔螺纹套筒
BSL® 套筒零件可通过嵌入铝型材增加局部结构连接强度,并可提供内螺纹孔支撑。
适用于矩形铝型材,提供较强的内螺纹连接结构。
套筒的系列化产品,适应不同板厚高拉脱力、高扭矩,具有良好的防转性能膨胀变形量大,对孔精度要求低定位要求低,安装效率高。

BSL® 套筒零件可通过嵌入铝型材增加局部结构连接强度,并可提供内螺纹孔支撑。
适用于矩形铝型材,提供较强的内螺纹连接结构。
套筒的系列化产品,适应不同板厚高拉脱力、高扭矩,具有良好的防转性能膨胀变形量大,对孔精度要求低定位要求低,安装效率高。
BSL® 套筒系列按材质分有铝合金套筒、钢套筒,按孔型分有通孔螺纹、盲孔螺纹、光孔。
规格类型:M6-M14,或各规格无螺纹圆柱孔。
产品代码 | D | L | d | d1 | d3 | d0 | h | h1 | L0 |
公称 | 公称 | 公称 | 公称 | 公称 | 公称 | ||||
B5011-WT-060250 | M6 | 25 | 11 | 9 | 11 | 9 | >2.0 | >2.0 | 25 |
B5011-WT-080250 | M8 | 25 | 13 | 11 | 13 | 11 | >2.5 | >2.5 | 25 |
B5011-WT-100300_P125 | M10×1.25 | 30 | 17 | 15 | 17 | 15 | >2.5 | >2.5 | 30 |
注1:代码P125表示细牙,牙距P=125mm。
表中未列明的规格,可以根据实际型材安装所需尺寸定制。
螺纹规格 D(mm) | 螺纹保载 N(min) | 失效力矩N.M(min) | 推出力 N(min) |
M6 | 17200 | 15 | 2500 |
M8 | 38100 | 39 | 2500 |
M10×1.25 | 60300 | 73 | 2000 |
表面防护依据产品材质和安装环境要求而定。推荐的材料牌号和防护种类如下:
材料类别 | 材料牌号 | 材料标准 | 连接强度 | 表面处理及防护等级 |
铝合金 | 6082 7A03
7075 | GB/T 3190
GB/T 3191 | 中 | 本色或阳极氧化 |
碳钢 | SWCH35K 45# | JIS G3507-1 GB/T 699 | 1)镀锌: 环保兰锌,5um以上,72H无红锈 2)镀锌镍合金: 无色钝化,8-15um,480H无基体腐蚀 |
1.1 产品安装步骤
套筒安装采用的工装及安装步骤见下图。
采用数控油压设备压装,设备应具有工作压力、工作行程、速度可调的控制系统。
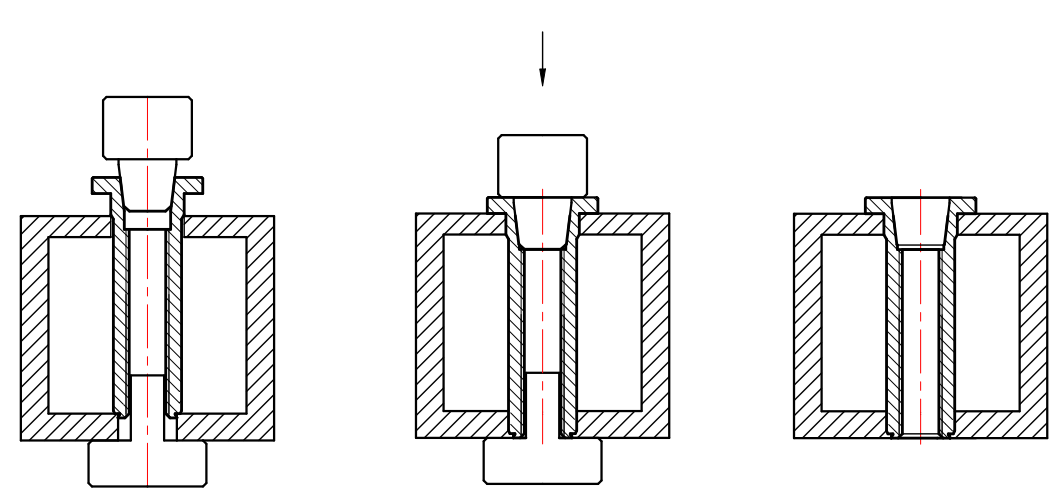
压装时应保持型材的稳固和水平,并要保持其轴心与型材平面垂直。压装过程应平稳、均匀加载,压装速度和工作压力应符合表5规定。
压装后,套筒的口面应与型材平面持平或略低于型材平面。
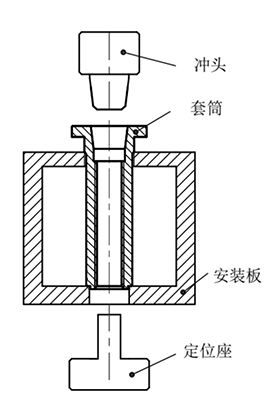
00001注:1)冲头与定位座应有由碳钢或合金钢制作,硬度应≥40HRC。冲头外形尺寸应根据产品结构和实际安装要求与客户协商确定。定位座的杆部外径应小于螺纹小径0.05~0.10mm。

136 7624 9931
湖北省钟祥市南湖工业新区富水路8号


Copyright @ 湖北博士隆科技股份有限公司.All rights reserved 技术支持:捷瑞科技 鄂ICP备18030306号